




| 面议 | |
| 1吨 | |
| 不限量 | |
| 自买家付款之日起3天内发货 | |
| 建筑工程,建筑幕墙用 | |
| 20#/Q355B/Q235B/16MNQ/Q345B | |
| 冷拔 | |
| 国标 | |
| 否 | |
| 是 | |
| 平直光滑 |
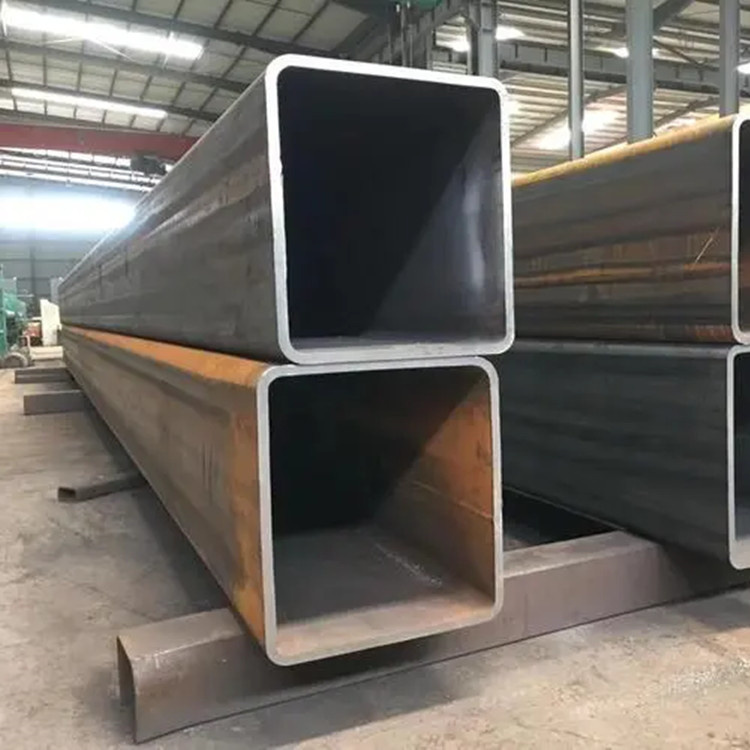
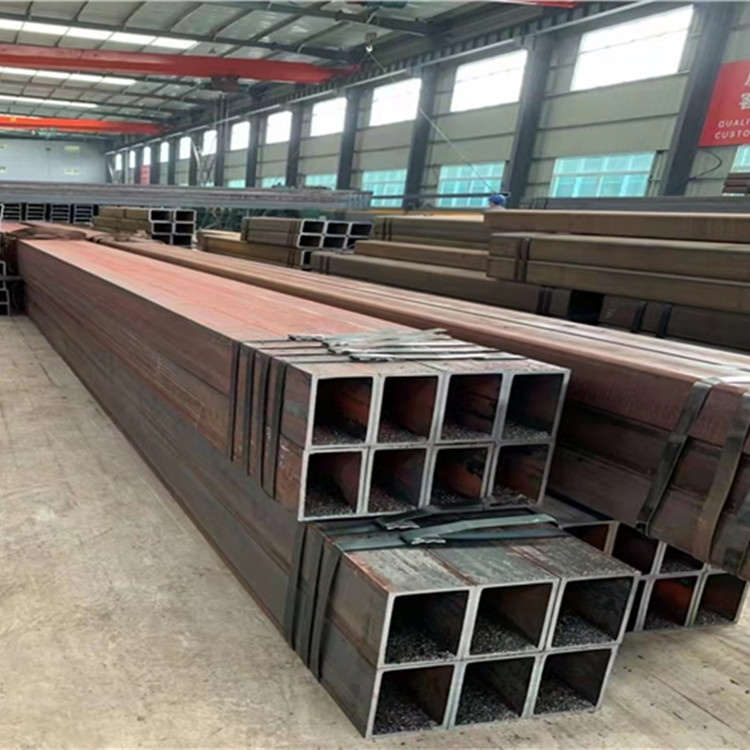
集装箱骨架1200*1200*12方管、20#无缝矩管
热轧方管原材料带钢累计涨150-290元,华东、华南地区亦相应拉涨140-200元。方管原材料带钢此波上涨究竟是基于什么原因,笔者试从以下几点分析。
聊城市众顺钢材有限公司是集生产、加工、销售于一体的综合性钢管企业。主要经营方管,合金方矩管,不锈钢方矩管,非标方矩管,Q345B方矩管,无缝方管,无缝方管,合金方管,合金矩管,不锈钢方管,不锈钢矩管,非标方管,非标矩管。本公司为天津钢管厂、包头钢管厂、成都钢管厂、无锡钢管厂、宝钢钢管厂等各大钢管厂的优作企业,授权的代理商;同时公司下设有方管厂和直缝焊管厂两个大型制管厂。
3.方管的性能指数分析-疲劳前面所讨论的强度、塑性、硬度都是金属在静载荷作用下的机械性能指针。实际上,许多机器零件都是在循环载荷下工作的,在这种条件下零件会产生疲劳。途还需有其他截面形状的异型钢管。低压流体输送用焊接钢管(GB/T3092-1993)也称一般焊管,俗称黑管。是用于输送水、煤气、空气、油和取暖蒸汽等一般较低压力流体和其他用途的焊接钢管。钢管接壁厚分为普通钢管和加厚钢管;接管端形式分为不带螺纹钢管(光管)和带螺纹钢管。钢管的规格用公称口径(mm)表示,公称口径是内径的近似值。习惯上常用英寸表示,如11/2等。低压流体输送用焊接钢管除直接用于输送流体外,还大量用作低压流体输送用镀锌焊接钢管的原管。

方管厂家业生产各种异型钢管:方管,无缝方管,合金方矩管,不锈钢方矩管,非标方矩管。品种、质优并可办理来料加工业务,各种花型、多边型品种可以订做,数量不限。同时铁管、护栏管、扶手管、暖气管、装修管、各种异型钢管可订做加工。上述各种稳定剂的作用是:1.吸收中和HCl,其自动催化作用。置换PVC分子中不稳定的基氯原子或叔碳位氯原子,脱HCl。与多烯结构发生加成反应,破坏大共体系的形成,减少着色。捕捉自由基,阻止氧化反应发生。PVC加工的传统稳定剂——铅类稳定剂铅类稳定剂(包括盐基性铅盐类和金属皂类)由于,稳定效果好,在PVC-U管道生产中得到广泛应用,属于传统稳定剂。该类稳定剂主要包括:三盐基硫酸铅、二盐基铅、二盐基硬脂酸铅、硬脂酸铅、硬脂酸钙、硬脂酸锌等。所以说尽快设计开发成功节能的水环真空泵及压缩机以淘汰耗能高、效率低的落后产品是摆在水环真空泵的设计开发、生产企业面前的一项重要工作。提高带大气喷射器时的工况点的气量。国外无论单级水环真空泵还是两级水环真空泵配大气喷射器以提高在较低吸入压力下的抽气量的情况还是较多的。从国外技术的企业的技术资料上可以看出,单级水环真空泵带大气喷射器时,在吸入压力为5kPa点,抽气速率可达该泵不带大气喷射时吸入压力为4hPa点的抽气速率(用户常用的单级水环真空泵的共况点)的65--7%,两级水环真空泵带大气喷射器时,在吸入压力为1.5kPa点抽气速率可达该泵不带大气喷射器时吸入压力为8kPa点的抽气速率(两级水环真空泵常用的工况点)的7--75%,这样便大大扩大了水环真空泵的应用范围,即满足了化工、制药、轻工、仪器、冶金、发电等行业要求在吸入压力为1.5--5kPa点大抽气速率的工艺条件。


方矩管又名方形和矩形冷弯空心型钢,简称方管和矩管,代号分别为F和J
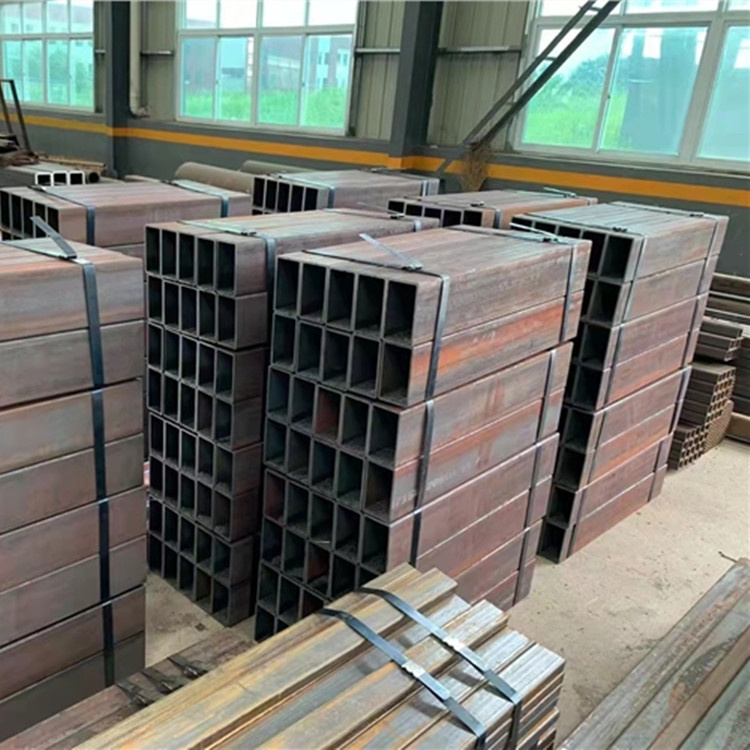
1、方矩管壁厚的允许偏差,当壁厚不大于10mm时不得超过公称壁厚的正负10%, 当壁厚大于10mm时为壁厚的正负8%,弯角及焊缝区域壁厚除外。
2、方矩管的通常交货长度为4000mm-12000mm,以6000mm和12000mm居多。方矩管允许交付不小于2000mm的短尺和非定尺产品,也可以接口管形式交货,但需方在使用时应将接口管切除。短尺和非定尺产品的重量不超过总交货量的5%,对于理论重量大于20kg/m的方矩管应不超过总交货量的10%
3、方矩管的弯曲度每米不得大于2mm,总弯曲度不得大于总长度的0.2%


无缝方管,是四方四角的钢管,由无缝钢管冷拔挤压成型的方型钢管,无缝方管和焊接方管有着本质的差别。钢管具有中空截面,大量用作输送流体的管道。
一般分类
(a)按工艺分——电弧焊管、电阻焊管(高频、低频)、气焊管、炉焊管
(b)按焊缝分——直缝焊管、螺旋焊管
2、按断面形状分类
3、按壁厚分类——薄壁钢管、厚壁钢管
4、按用途分类——热工设备用钢管、机械工业用钢管、石油、地质钻探用钢管、容器钢管、化学工业用钢管、特殊用途钢管、其他
完全退火工艺曲线见图。工件装炉:一般中、小件均可直接装入退火温度的炉内,亦可低温装炉,随炉升温。保温时间:保温时间是指从炉子仪表到达规定退火加热温度开始计算至工件在炉内停止加热开始降温时的全部时间。工件堆装时,主要根据装炉情况估定,一般取2~3h。工件冷却:保温完成后,一般停电(火),停止加热,关闭炉门逐渐缓冷至5℃即可出炉空冷。对某些合金元素含量较高、按上述方式冷却后硬度仍然偏高的工件,可采用等温冷却方法,即在65℃附近保温2~4h后再炉冷至5℃。

产品中心
相关内容推荐
-
联系人王经理
-
联系电话15954928969
-
公司地址聊城市开发区新北环东首路南(亚信达公司院内)